Dao phay là một dao cắt quay có một hoặc nhiều răng để
phayChế biến. Khi làm việc, mỗi răng của dao cắt không liên tục cắt ra khỏi biên của phôi. Dao phay được sử dụng chủ yếu để phay các mặt phẳng, bước, rãnh trên, gia công bề mặt tạo hình và cắt rời phôi.
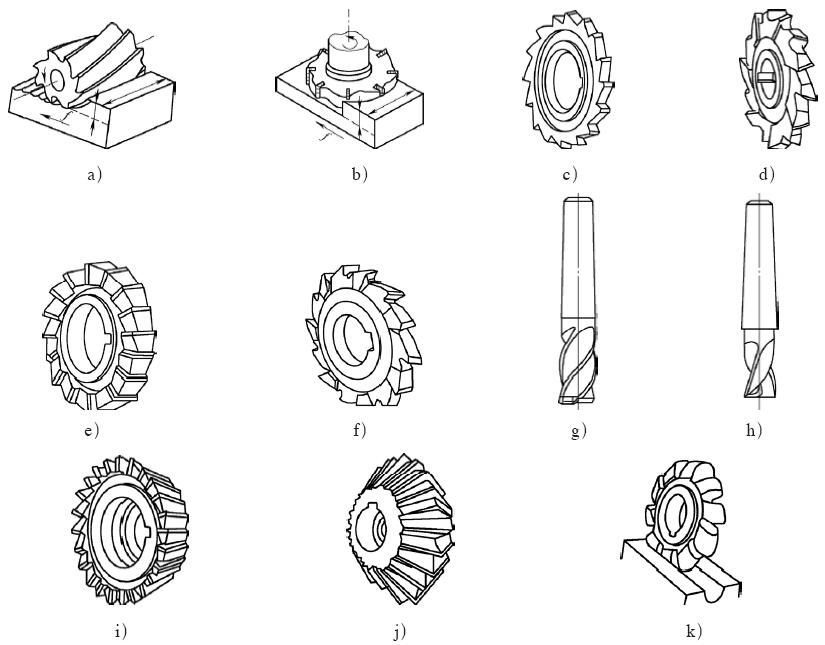
Một số dạng sản phẩm dao phay thông dụng được thể hiện trong Hình 4-1.
Hình 4-1 Loại
lưỡi tiện đường khía
a) Dao phay mặt trụ
b) b) Dao phay mặt
c) c) Dao phay rãnh
d) Dao phay mặt hai mặt
e) Dao phay mặt ba cạnh
f) Dao phay mặt đầu ba cạnh răng so le
g) Nhà máy cuối
h) Dao phay rãnh then
i) Dao phay góc đơn
j) Dao phay góc kép
k) Dao phay định hình
Phân loại dao phay
(1) Phân loại theo chức năng
1. Hình trụ
dao phayđược sử dụng để gia công mặt phẳng trên máy phay nằm ngang, và các răng của dao phay được phân bố trên chu vi của dao phay. Theo hình dạng răng người ta chia răng thành hai loại là răng thẳng và răng xoắn. Theo số lượng răng mà chia thành răng thưa và răng thưa. Dao phay răng xoắn và dao phay răng thưa có ít răng hơn, độ bền răng cao và khoảng chứa phoi lớn, thích hợp cho gia công thô; trong khi dao phay sát răng thích hợp để gia công tinh.
2. Dao phay mặt đầu dùng để gia công mặt phẳng trên máy phay đứng, máy phay ngang hoặc máy phay giàn. Có răng dao ở mặt cuối và chu vi. Dao phay mặt cũng được chia thành răng thô và răng tinh, và cấu tạo của chúng có ba loại: loại tích hợp, loại chèn và loại có chỉ số.
3. Máy phay cuối được sử dụng để gia công rãnh và bề mặt bước. Các răng của máy cắt nằm trên bề mặt chu vi và bề mặt cuối, và nói chung không thể ăn dọc theo hướng trục khi làm việc. Khi máy nghiền cuối có một răng tâm đi qua, nó có thể cấp liệu dọc trục.
4. Dao phay cạnh ba cạnh được sử dụng để gia công các bề mặt có rãnh và bậc khác nhau, có răng cả hai mặt và chu vi.
5. Dao phay góc dùng để phay rãnh ở một góc nhất định. Có hai loại dao phay góc đơn và dao phay góc kép.
6. Dao phay lưỡi cưa dùng để gia công các rãnh sâu và cắt bỏ phôi, trên chu vi có nhiều răng hơn. Để giảm ma sát trong quá trình phay, có các góc lệch thứ cấp 15 '~ 1 ° trên cả hai mặt của răng dao.
7. Dao phay khuôn Dao phay khuôn được sử dụng để gia công lòng khuôn hoặc các bề mặt tạo hình đột lỗ. Dao phay khuôn được phát triển từ các nhà máy cuối. Theo hình dạng của bộ phận làm việc, chúng có thể được chia thành ba loại: đầu phẳng hình nón, đầu bi hình trụ và đầu bi hình nón. Dao phay khuôn cacbua rất linh hoạt. Ngoài việc phay các khoang khuôn khác nhau, chúng cũng có thể thay thế giũa tay và bánh mài để làm sạch tia chớp của phôi đúc, rèn và hàn, và làm phẳng một số bề mặt tạo hình. Gia công v.v ... Dao phay có thể được sử dụng trên các công cụ khí nén hoặc điện, năng suất và tuổi thọ của nó cao hơn hàng chục lần so với các loại dao mài và dũa.
8. Dao phay bánh răng Dao cắt bánh răng làm việc theo phương pháp định hình hoặc phương pháp tâm không liền tâm được chia thành dao phay bánh răng đĩa và dao phay bánh răng ngón tay theo các hình dạng khác nhau.
9. Dao phay ren Là công cụ để phay ren qua trung tâm gia công liên kết ba trục hoặc nhiều hơn ba trục.
Ngoài ra, còn có dao phay rãnh then, dao phay đuôi, dao phay rãnh chữ T và các loại dao phay tạo hình khác nhau.
(2) Phân loại theo cấu trúc sản phẩm
1. Kiểu tích hợp: Thân dao và răng dao được chế tạo thành một thể.
2. Loại răng hàn toàn phần Răng của máy cắt được làm bằng cacbua xi măng hoặc các vật liệu dụng cụ chịu mài mòn khác và được bện trên thân máy cắt.
3.Loại răng lắp Răng được gắn chặt vào thân dụng cụ bằng kẹp cơ học. Răng của máy cắt có thể thay thế này có thể là đầu máy cắt được làm bằng vật liệu máy cắt tích hợp hoặc đầu máy cắt được làm bằng vật liệu máy cắt hàn. Dao phay có đầu dao gắn trên thân dao để mài được gọi là dao phay có đầu mài trong; một đầu dao được mài riêng trên một vật cố định được gọi là dao phay mài ngoài.
(Bài viết này được chọn từ Chương 4, Phần 1 của "Hướng dẫn Lựa chọn Dụng cụ CNC")